


1 / 5
The company is a high-tech enterprise specializing in advanced gas sensing, intelligent perception, and industrial monitoring solutions. The company was co-founded by a core technical team from Nanyang Technological University (Singapore) and the Chinese Academy of Sciences, combining strong academic foundations with industrial commercialization capabilities.
The company's core technology is based on photoacoustic spectroscopy (PAS) for ultra-trace substance detection, enabling high sensitivity, fast response, and long-term stability in harsh industrial environments. With years of cross-disciplinary expertise in intelligent sensing, chemical analysis, signal processing, and automated control, the company delivers reliable solutions for oil & gas, environmental monitoring, industrial safety, and smart robotics applications.
The company focuses on the development of bionic perception systems, empowering robots and industrial equipment with sensory intelligence across water, land, and air environments. By integrating sensing hardware, embedded systems, and intelligent algorithms, the company helps customers transition from traditional mechanical monitoring to cognitive-level environmental perception.
Driven by the vision of "Smelling the Future", the company continuously advances the fusion of automation, artificial intelligence, and bionic sensing, enabling machines to perceive chemical signals as intuitively as living organisms—supporting safer operations, smarter decision-making, and sustainable industrial development.

The company has formed a strategic partnership with the Singapore Smart Perception and Automation Control Engineering Laboratory (SPACE). In 2023, SPACE brought together leading international researchers to launch a global collaborative initiative, developing multi-functional industrial-grade robots in cooperation with world-renowned universities.
In 2024, the company invested approximately 10 million RMB alongside the School of Electrical and Electronic Engineering at Nanyang Technological University to establish a joint laboratory. This facility is dedicated to advancing robotics research and driving technological innovation in intelligent sensing, reinforcing the company's position at the forefront of industrial automation and bionic perception.


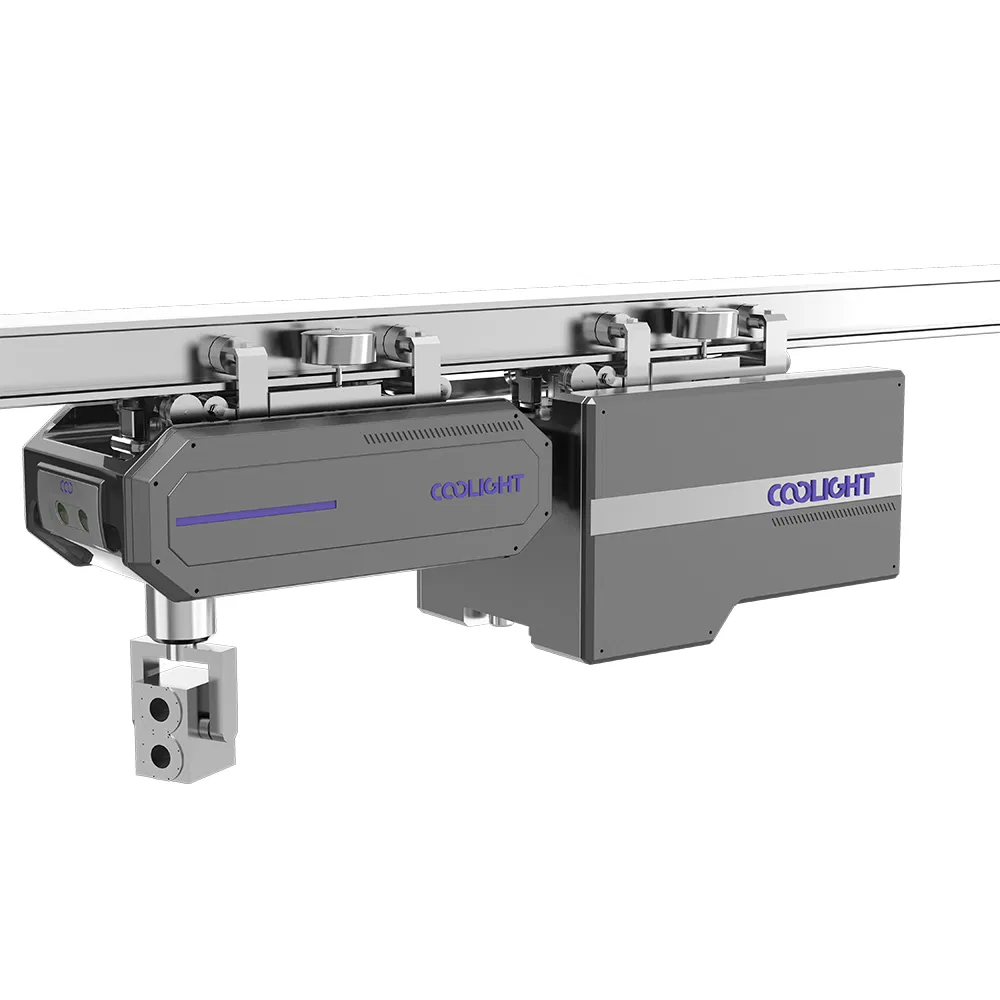
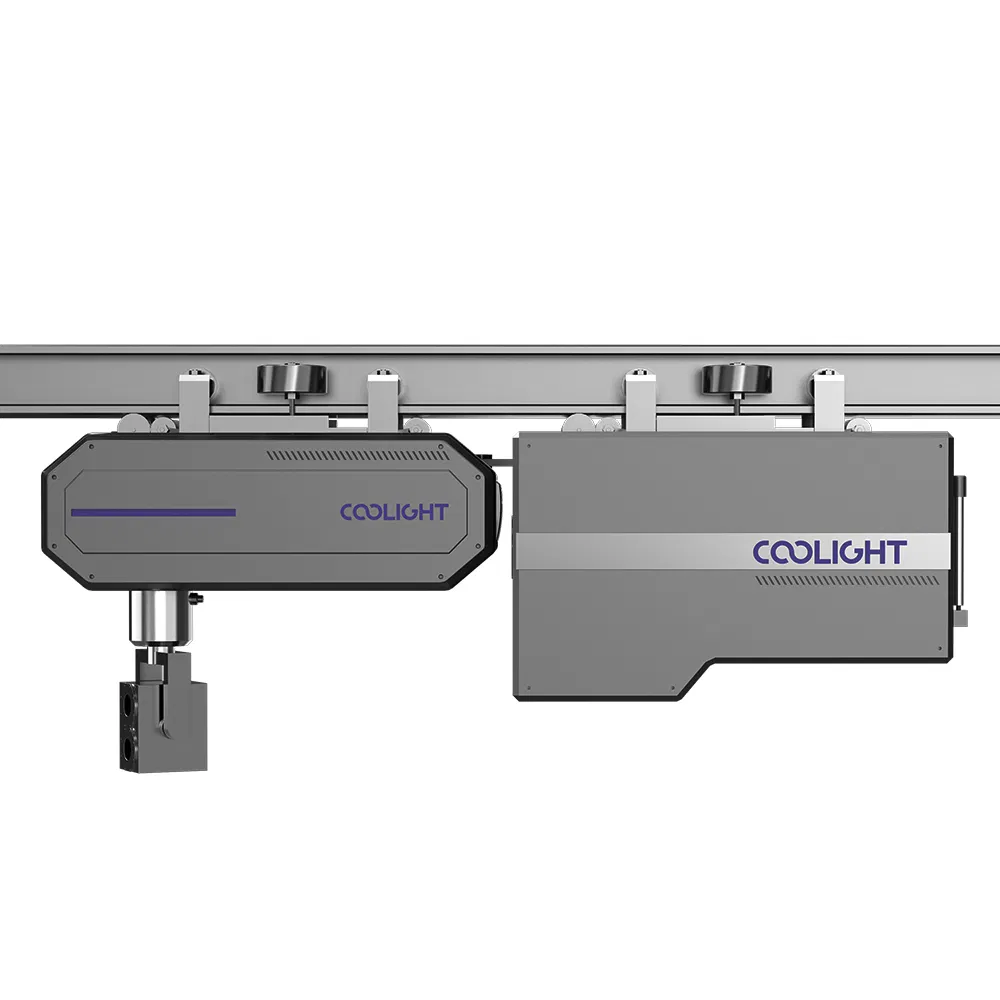
The CL803 Rail-Mounted Inspection Robot is an intelligent industrial inspection solution designed for specialized and high-risk environments where manual inspections are hazardous or inefficient. Operating along custom-installed overhead rails, the robot delivers precise, autonomous inspections across complex industrial facilities.
With a composite explosion-proof rating of Ex db ib IIB T6 Gb and IP67 protection, the CL803 is suitable for flammable, explosive, toxic, and hazardous conditions in power plants, chemical plants, coal conveyor bridges, mine tunnels, port terminals, pipelines, storage areas, and underground shafts. The robot significantly reduces personnel exposure, lowers labor costs, and improves inspection accuracy and efficiency in safety-critical operations.
Equipped with advanced sensors and intelligent recognition systems, the CL803 performs equipment infrared thermography, environmental gas monitoring, partial discharge detection, meter recognition, and data acquisition. It monitors equipment surface defects, abnormal temperatures, switch statuses, operational anomalies, and conveyor belt conditions. The system supports custom rail installation and speed adjustment, providing flexible adaptation to project-specific requirements.
Autonomous capabilities include intelligent obstacle avoidance, day/night inspection, two-way voice intercom, video recording, real-time monitoring, and auto-recharging, enabling continuous operation with reliable data capture. The CL803 ensures comprehensive inspection coverage, enhancing operational safety, spatial efficiency, and maintenance management for industrial enterprises.
The CL803 is specifically built for hazardous, high-risk, and complex environments such as power plants, chemical plants, mining shafts, and gas facilities where manual inspection is unsafe or inefficient.
It features a composite explosion-proof rating of Ex db ib IIB T6 Gb and an IP67 rating, ensuring safe operation in flammable, explosive, toxic, and dust-heavy atmospheres.
The robot combines odometry and RFID calibration methods to achieve high repeatable positioning accuracy within ≤1 cm along its rail track.
Yes, it operates fully autonomously, featuring automated obstacle avoidance, day/night inspection routines, and auto-recharging capabilities with a charging time of ≤3 hours.
The robot monitors equipment temperatures (via infrared), environmental gas levels, noise, smoke, partial discharges, and checks mechanical parts like conveyor belts for tears and misalignments.
Yes, optional customized modules are available, including 3D gas concentration cloud mapping, spontaneous combustion warnings, and dust concentration analysis tools to fit specific project demands.